
A 1995 study found that heat treatment losses in the German machine, automotive, and transmission industry alone exceeded 850 million euros, roughly 1 billion USD. That was just Germany. The problem is universal.
If you’ve dealt with warped parts, rejected components, or unpredictable distortions after heat treatment, you’re not alone. But understanding why it happens is the first step to controlling it.
What’s actually happening inside your parts
During quenching, two things happen simultaneously that work against each other.
First, your part contracts as it cools. That’s straightforward. But at the same time, austenite transforms into martensite, and martensite expands. The expansion depends on carbon content. Other phases like bainite or pearlite expand less.
Here’s where it gets complicated: the outer surfaces cool and transform first. Then the core follows. But depending on the martensite start temperature and the thickness of your part, sometimes the core transforms before the outer layers. When different regions of your part are expanding and contracting at different times, internal stresses build up. If those stresses exceed the yield strength, the part distorts permanently.
Different quenching media create different distortion profiles. Oil quenching can cause distortion up to 0.003 inches per inch. Water is more severe than oil. Gas quenching typically produces the least distortion because it’s more uniform and controllable.
The method of fixturing matters more than most people realize. Research on 120mm diameter gear blanks showed that the method of racking, whether two-point or three-point support, was the most critical factor affecting distortion. Not the quenchant. Not the temperature. The fixturing.
The full scope of the challenge
Distortion and residual stress are the most visible problems, but they’re not the only ones. Heat treatment involves multiple interacting physics that all need to be understood and controlled.
Thermal gradients drive everything. Non-uniform cooling creates temperature differences between the surface and core, between thick and thin sections, between regions exposed to different quenchant flow. These gradients create the thermal stresses that cause distortion.
Microstructure and phase transformation determine final material properties. The timing and sequence of phase changes, whether you get martensite, bainite, or pearlite, depends on local cooling rates. Predicting these transformations requires accurate material models that capture the kinetics of phase change.
Crack initiation and propagation is the worst-case outcome. When internal stresses exceed material strength, cracks form. In one case study, peeling cracks appeared on automotive gears during grinding. The root cause turned out to be surface decarburization that created tensile surface stresses high enough to cause cracking. Understanding where cracks might initiate and how they could propagate is critical for safety-critical components.
Residual stress distribution affects service life. High surface compressive residual stress can actually improve fatigue life and wear resistance. But high tensile residual stresses lead to dimensional instability during service. The goal isn’t zero residual stress: it’s the right residual stress profile.
The variables you’re fighting
A gear industry study identified dozens of factors that influence distortion: material chemistry, hardenability, part geometry, heating rate, soak time, process choice, transfer time from furnace to quench, quenchant temperature, tank agitation, and more.
The relationship between these variables isn’t intuitive. Finite element analysis has shown that nonuniform phase transformation between thin and thick sections creates stress concentrations. Another manufacturer found that normalizing temperature made a measurable difference in final distortion, something that wouldn’t have been discovered without systematic analysis.
What simulation actually does
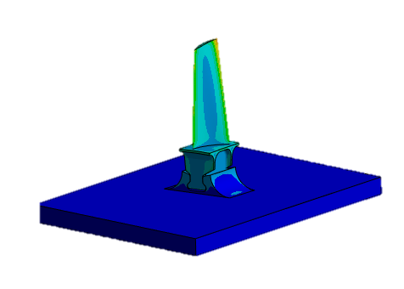
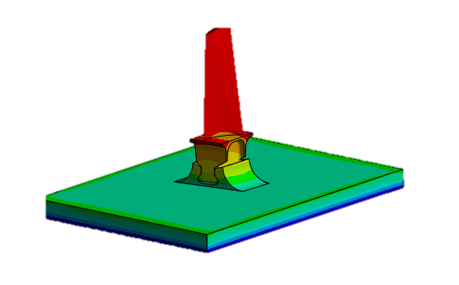
Simulation doesn’t eliminate the physics. Your parts will still contract and transform. But simulation lets you see exactly where stresses concentrate, predict how much distortion to expect, and test compensations before you run parts.
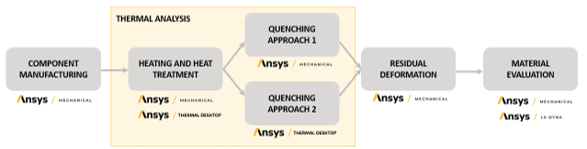
Ansys Mechanical handles distortion prediction, residual stress analysis, and thermal gradient modeling. You can simulate different quenchant types, racking configurations, and heating profiles. You can identify which variables have the biggest impact on your specific geometry and material.
Material modeling capabilities capture microstructure and phase transformation behavior. Accurate material models let you predict not just mechanical response but metallurgical outcomes, what phases form, where, and when.
Crack analysis identifies stress concentrations and predicts potential failure locations. For safety-critical components, understanding crack initiation risk is essential.
One gear manufacturer used simulation to discover that an incorrect press load and die setup were causing unexpected axial bow distortion. Another used it to modify their quenching process to eliminate in-process cracking caused by high concentrated tensile stress from unbalanced temperature and phase transformations.
The goal isn’t perfection. It’s predictability. When you know how your parts will move, you can compensate in the design, adjust your fixturing, or modify your process before you’ve scrapped a production run.
Getting started
At KETIV, we can help manufacturers tackle heat treatment challenges. Our simulation engineers understand both the software and the metallurgy.
Request a free Ansys Discovery trial: ketiv.com/software/ansys/ansys-discovery
Talk to a simulation expert: ketiv.com/ansys-consulting-services
Join 35,000+ engineers at KETIV Virtual Academy: ketiv.com/ketiv-virtual-academy
See how other manufacturers have solved similar problems: ketiv.com/customer-stories